The core raw materials for rubber conveyor belts can be functionally categorized into three major groups, each serving distinct roles that collectively determine key product properties such as elasticity, strength, and weather resistance:
The first category is the rubber matrix, which serves as the elastic backbone of the conveyor belt. It provides the product's fundamental flexibility, abrasion resistance, and resistance to media exposure. Primary components include natural rubber (NR), styrene-butadiene rubber (SBR), and chloroprene rubber (CR). For instance, NR and SBR blends are commonly used in heavy-duty applications like mining to enhance abrasion resistance, while CR is preferred in corrosive environments such as chemical processing to improve acid and alkali resistance.
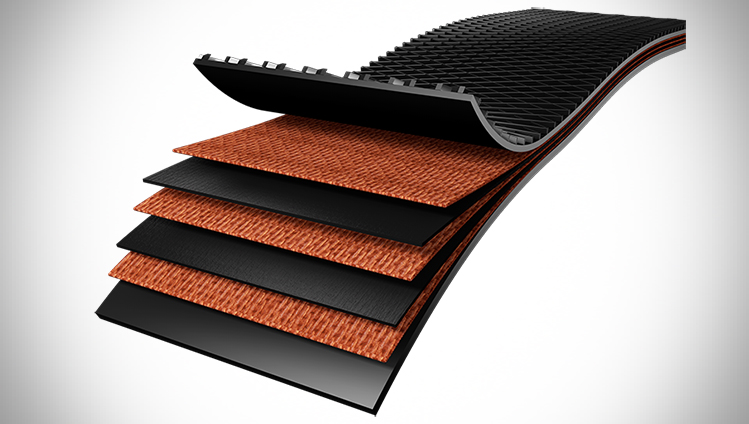
The second category is the reinforcement material, which bears tensile loads during operation and acts as the “load-bearing skeleton” preventing product failure. It is primarily divided into fabric cords and steel cords: fabric cords commonly use cotton canvas, nylon canvas, or polyester canvas (suitable for light-duty conveying scenarios), while steel cords are predominantly used in heavy-duty conveying scenarios like coal mines and ports, capable of withstanding greater tensile forces.
The third category comprises compounding agents—essential auxiliary materials that optimize rubber properties and enable curing. Common types include vulcanizing agents (e.g., sulfur, which promotes molecular cross-linking), accelerators (e.g., DM, which speeds up vulcanization), reinforcing agents (e.g., carbon black, which enhances strength and abrasion resistance), and antioxidants (e.g., 4010NA, which delays rubber aging and extends outdoor service life).
These three categories of raw materials do not exist in isolation. Through scientific formulation ratios and process synergy, they collectively form the performance foundation of rubber conveyor belts. Examples include: styrene-butadiene rubber (SBR) blends with steel cord in mining applications, to chloroprene rubber (CR) resistant to acids and alkalis paired with coated polyester canvas in chemical corrosion environments, to the optimized elasticity, strength, and aging resistance achieved through sulfur, carbon black, 4010NA, and other additives—each material selection and combination must precisely align with practical application requirements. A rational combination of raw materials not only ensures the stable progression of subsequent forming and vulcanization processes but also directly determines the conveyor belt's tensile load capacity, service life, and suitability for specific applications.